
时间:2024-12-23 05:08:43
必一体育:设备的维护保养安装操作手册
来源:必一体育下载 作者:必一体育app安装前应仔细阅读磨床使用说明书,磨床进入车间前要按照安装地基图做好基础。在基础养护期间满并完成清理工作后,将调整磨床水平用的地脚螺栓放进预留空内。磨床附近不得有强烈振源,为隔振动可在地基四周添加煤屑防振槽以减少影响。
本磨床安装处的环境温度应在0℃~45℃之间,变化范围不大于1.1℃/min。磨床工作环境的空气中不得含有灰尘及酸、碱等腐蚀性气体。供电电压为380V,允许电网电压在额定值的10%~15%范围内波动。频率为50Hz,三相电源不平衡电压:电压相序和零序成分不应超出正序成分的2%。
使用前床身要调整水平,将水平仪放置在电磁工作台上,在纵横两个方向调整。按照精度标准保持在0.02/1000mm内,在垂直平面内的直线mm,磨头导轨的平行度0.02/1000mm.
本机床的电源采用L1、L2、L3三相线和接地线,接地线应是良好地与大地相连接,并且必须与电气箱中的接地母线在使用磨床前应空运转试车,试车之前必须确认:
确认各情况正常后接通电源,打开液压启动,检查液压是否正常。然后点击“加工”(OPERT)、“充磁”,将磨头升至合适位置,打开冷却开关,依次开启砂轮和工作台电机。(!注意:充磁充磁工作灯亮后3秒后才能开启工作台电机)
进行磨削时砂轮必须平衡和修整。砂轮的安装和平衡及金刚笔的安装位置详见附录中有关说明。这里将砂轮的修整说明一下。
(3)启动砂轮,接近金刚修整笔,当出现火花时停止进给,切换成点动状态,确定修整量,如每次0.01mm,(注:每次系统重启后,都返回原始值,这时要对每次点动量重设,点击I,等光标出现输入点动量,按ENTER确认,如I0.1表示进给量为0.01mm,)
对刀:在手动状态下,移动Z轴,快速接近工件,换至点动方式,然后开启充磁,工作台旋转,砂轮启动,用点动方式接触工件,当工件与砂轮接触时,定下Z轴零点(即按下“G92Z0”再按ENTER键确认),再移动X轴,将砂轮移至吸盘中心孔处,定下X轴零点(即按下“G92X0”再按ENTER键确认),此时对刀完毕。按“Z+”,将砂轮快速退回起始位置,按下“自动”,按“打开程序”键,直接输入所需程序,如“P01”,按“加工”键,再按下“循环启动”磨床自动加工工件。
注意:I、K有符号,正补偿时I、K为正值、负补偿时I、K为负值。I、K后面所带数字为修调尺寸增量表示。
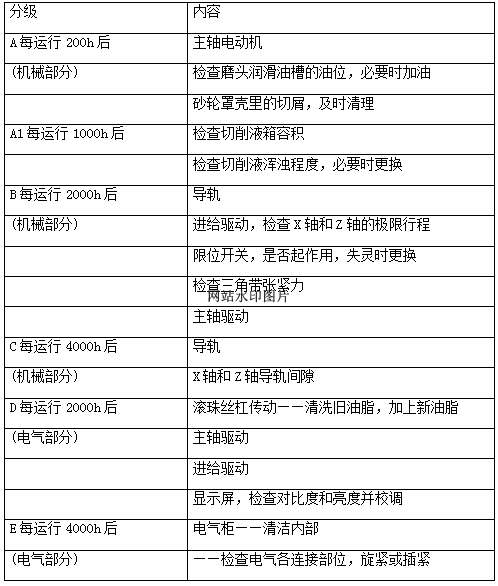
由于环境、温度、粉尘及操作人员的操作水平等影响,会导致整机加工精度降低,故障率升高,影响磨床的使用寿命。因此,重视磨床的日常保养与维护对延长使用寿命有着直接的关系。
3、使用点动方式,按“点动”,“点动距离”,将单步增量调整至0.01,然后按“砂轮向下”,亦可使用手轮模式,选中需要的轴,用手轮摇动直至砂轮碰至工件出现轻微火花。
4、按“系统”输入密码2020(亦可点击左侧面板的左上角POS按键)。点击“轴向模组”==》“机台坐标”==》“工件坐标系”,选择程序使用的工件坐标系(一般为G54),点击“载入机械坐标”即可,XYZ都在此设程序原点。
2、松开锁紧开关,将旋钮逆时针转动至指示灯亮起,然后顺时针转动按钮至指示灯灭。锁紧开关完成的调整。
4、按“打开程序”选择需要的程序,P0001号程序是需要设定Z轴安全高度,和成品厚度,进行磨削的,P0002号程序需设定磨削次数来进行磨削的
5、砂轮拆卸时一定要在泵站工作的状态下进行。即主轴在静压油浮起的状态下进行。这样不损伤主轴和动静压轴承。
8、换泵站上的任何零部件,一定要先卸掉高压进油软管接头,更换完零件后,油路自我循环15——20分钟后方可将进油管接上磨头,这样就保证了进入磨头的主轴油是经过精过滤过的超洁净主轴油。这样可以延长主轴的使用寿命。