
05
2024-02
时间:2024-12-23 05:23:39
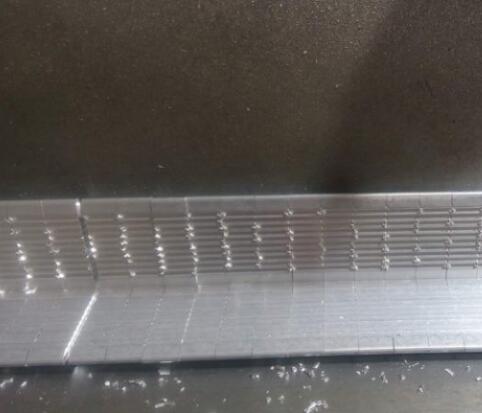
必一体育:铝材切割机锯切有毛刺、毛边、批锋
来源:必一体育下载 作者:必一体育app总结一下,如果铝材切割机锯切有毛刺、毛边、批锋,(其实描述的都是同一种现象,只是用户叫法习惯不同)无非就是这五个原因了!
有用户是用水冷却,好一点的可能是皂化液、煤油,邓氏铝材切割机一致配备的是自己生产的植物环保性微量润滑油,更好的给锯片润滑、冷却,如果你使用的润滑油不好,锯片切割一段时间就容易有毛刺现象了。
当然有用户使用我们邓氏铝材切割机,如果润滑装置异常,比如:堵塞不喷油了,可能毛刺问题就来了。用户自己也要清楚润滑对锯切产生的良性影响。

比较好切割的就是中系铝(3-6系),像高硅铝比较难以切割,但是如果是切割软铝(1-3系)就容易产生毛刺了。也有可能是材料挤压出来之后,根本没有拉伸直,或者材料的配比问题都要考虑进去。
这点可以通过观察细微,看是否在锯切时压紧材料的压板是否有轻微的跳动,因为材料压的不紧,就会跳动,肯定会出现毛刺,应及时更换压板气缸或者压板胶皮。
如果检查压板主轴都没问题,这时应检查铝型材锯片是否异常,可多次更换新铝型材切割锯片。如都有问题,那基本可以肯定锯片没有问题,而有个别锯片有问题,应及时和锯片厂家联系,并让其检查此锯片的参数是否异常。

如果检查压板主轴都没问题,这时应检查铝型材锯片是否异常,可多次更换新铝型材切割锯片。如都有问题,那基本可以肯定锯片没有问题,而有个别锯片有问题,应及时和锯片厂家联系,并让其检查此锯片的参数是否异常。
以上是邓氏精密机械有限公司携手兄弟企业昆山丰金锐刀具厂总结出来的经验,希望对你有所帮助。有关铝材切割机的锯切难题,也欢迎在线!